

(1) Уплыў сыравіны
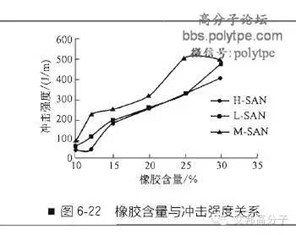
Розныя маркі ПК і сумесі смалы ABS сплаву маюць вялікую розніцу ў прадукцыйнасці. На малюнку 6-22 відаць, што высокае ўтрыманне каўчуку паляпшае ўдарную глейкасць сістэмы PC/ABS, але значна пашкоджвае паводзіны ўзаемнай ёмістасці паміж фазамі, такім чынам зніжаючы ўласцівасці сплаву пры расцяжэнні. Такім чынам, выбар ABS з адпаведным утрыманнем каўчуку можа не толькі палепшыць ударную трываласць сумесі, але і сінэргетычна павялічыць яе трываласць на выгіб. Калі выкарыстоўваецца ABS з нізкім утрыманнем каўчуку, трываласць сплаву на выгіб будзе сінэргетычна павялічвацца. Акрамя таго, высокае ўтрыманне акрыланітрылу, нізкае ўтрыманне каўчуку і высокая малекулярная маса ABS могуць палепшыць тэрмаўстойлівасць сплаву.

(2) Уплыў суадносін сумесі PC/ABS на ўласцівасці сплаву
Сумяшчальнасць і механічныя ўласцівасці сістэмы сумесі PC/ABS наўпрост залежаць ад утрымання кожнага кампанента ў сістэме. Цао Мінган і інш. атрымалі розныя сплавы PC/ABS з рознымі характарыстыкамі шляхам рэгулявання суадносін сумесі PC і ABS смалы. Уласцівасці сплаву ПК/АБС маюць лінейную залежнасць ад утрымання АБС і прыблізна падпарадкоўваюцца адытыўнасці. Агульныя ўласцівасці сплаву ПК/АБС знаходзяцца паміж ПК і АБС, а ўдарная глейкасць мае эфект суперадытыўнасці (г.зн. эфект сінэргіі) і эфект антаганізму з прапорцыяй.
(3) Эфект трэцяга кампанента
Тэрмаўстойлівасць і тэрмаўстойлівасць сплаву PC/ABS можна палепшыць шляхам дадання бензатыязолу і полііміду. Цякучасць сплаву PC/ABS можна палепшыць, дадаўшы мадыфікатары апрацоўкі, такія як блок-супалімер аксіду этылену/аксіду прапілену, супалімер MMA/St і супалімер алефіну/акрылавага воцату. Акрамя таго, у мэтах павышэння трываласці злучэння прадуктаў для ін'екцый са сплаву PC/ABS, PMMA, SAN, SBR, акрылавага воцатнага эластамера, поліалефіна нізкай шчыльнасці, этылену/акрылавага воцату/воцатнай кіслаты, супалімера этылену (воцату), ПК/этыленавага блока або прышчэплены супалімер і іншыя рэчывы звычайна дадаюць.
(4) Уплыў тэхналогіі апрацоўкі
Абсталяванне для змешвання ПК і АБС можа выбраць двухшнековы экструдар і аднашнекавы экструдар са статычным міксерам. Джонг Хан Чун лічыць, што эфект бесперапыннага замешвання экструдара ідэальны. Што тычыцца рэжыму змешвання, эфект змешвання другога парадку лепшы. Аднак пры змешванні другога парадку частку матэрыялаў неабходна двойчы экструдаваць пры высокай тэмпературы, што патрабуе высокага спажывання энергіі, лёгкага пагаршэння матэрыялаў і зніжэння ўласцівасцей сплаву.
Метад фармавання таксама мае вялікі ўплыў на марфалогію і структуру PC/ABS сплаву. Напрыклад, узор, сфармаваны прэсаваннем пластыка, можа лепш падтрымліваць мікраструктуру гетэрагеннага стану дысперсіі, якая ўтвараецца пры змешванні сплаву, у той час як пры ліцці пад ціскам пры высокай хуткасці зруху стан дысперсіі змяняецца і дасягае празмернага раўнамернага раскладання. Такім чынам, ударная глейкасць двух узораў мае вялікую розніцу, а ўдарная глейкасць узору кампрэсійнага фармавання высокая. ПК у вадзе (утрыманне вады больш за 0,03%) і высокай тэмпературы (тэмпература вышэй за 150 ℃) пры лёгкай дэградацыі, таму ў сумесі або фармоўцы перад сушкай таксама варта пазбягаць змешвання змазачных матэрыялаў стэарынавай кіслаты, каб не паўплываць на прадукцыйнасць вырабаў.
Час размяшчэння: 22.06.22